射出成形用ノズルにおけるトラブルは、単なる摩耗や腐食だけでなく、「処理方法の選定」によって大きく左右されることが、各種調査結果からも明らかになっています。ここでは、実際のノズルハウジングの調査事例をもとに、窒化処理の限界と、エジソンハード処理による解決策について詳しく解説します。埼玉・北関東エリアで射出成形や金型部品の耐久性向上を検討されている企業様にとって、実務的な判断材料となる内容です。
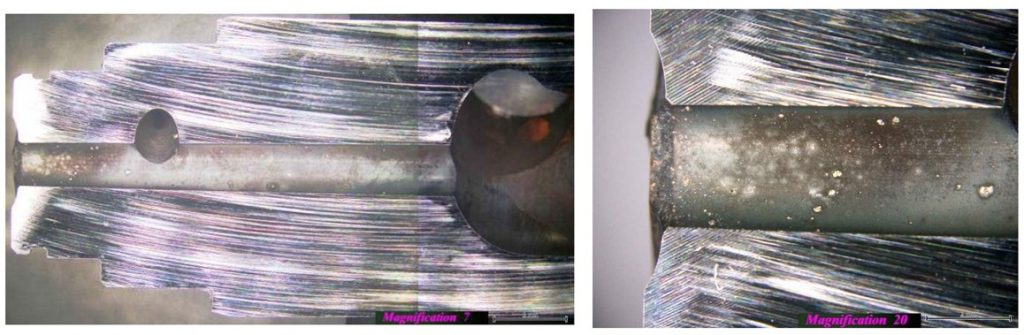
まず、調査対象となったノズル(上画像)は、成分分析の結果からJIS SKD61(H13系)相当材であることが確認されました。母材硬度は約48〜50HRCと標準的な熱処理状態であり、その表面には窒化処理が施され、全硬化深さは約0.35mmに達していました。一見すると十分な硬化層を有しているように見えますが、実際の使用環境下では重大な問題が発生していました。

切断・観察の結果、ノズル内径部には黒色および赤色の酸化膜が層状に形成されており、いわゆる黒錆(マグネタイト)と赤錆(ヘマタイト)が複合的に存在していることが確認されました。この赤錆は非常に脆く、使用中に繰り返し剥離と再生成を繰り返す性質を持っています。さらに問題なのは、この酸化膜の剥離と同時に、その直下にある窒化層の一部までもが巻き込まれて剥離(下画像左)している点です。

EPMA分析や断面観察からは、窒化層内部にクロムカーバイド(CrC)が多数析出していることも確認されました。これはいわゆる「カモメマーク」(上画像右)と呼ばれる現象で、結晶粒界に沿って析出するため、応力集中の起点となりやすく、クラック発生や剥離の原因となります。特に今回のように0.3mmを超える深い窒化処理では、このCrCの発生リスクが高まり、結果として窒化層自体が脆化してしまう傾向があります。
この問題を回避するため、窒化深さを0.15〜0.2mm程度に抑えるケースが多く、さらに耐食性が重視される用途では0.05mm程度の浅い窒化処理に留めることもあります。つまり、「深く硬くすれば良い」という単純な考え方は成り立たず、むしろ深すぎる窒化は寿命低下の要因となることが、今回の調査からも裏付けられています。
では、なぜこのような問題が発生するのか。その本質は、「不要な化合物層の生成」と「過度な拡散層の形成」にあります。窒化処理では条件によって表層に白層(化合物層)が形成され、さらに内部ではCrCなどの析出物が増加します。これらは高硬度である一方、靱性が低く、熱サイクルや機械的負荷に対して剥離しやすいという欠点を持っています。
このような課題に対し、エジソンハード処理は、従来の窒化処理とは根本的に異なるアプローチを採用しています。最大の特長は、白層や不要な化合物層を生成させず、拡散層のみを精密にコントロールする点にあります。
エジソンハード処理では、約0.1mm前後の最適な硬化層を形成しながら、内径部まで均一に硬化させることが可能です。これにより、窒化処理で課題となっていた内径の硬度不足やばらつきを解消しつつ、過度な硬化による脆化も防止します。また、CrCのような有害析出物の発生を抑制するため、クラックや剥離のリスクを大幅に低減できます。
さらに、耐食性の観点でも大きなメリットがあります。窒化処理においては酸化膜の形成や剥離が腐食進行の引き金となりますが、エジソンハード処理では母材の耐食性を維持したまま表面改質を行うため、長期にわたり安定した性能を発揮します。特に樹脂成形におけるガス腐食や添加剤の影響を受けやすい環境では、その差は顕著に現れます。
埼玉県および北関東地域では、自動車部品・医療部品・電子部品など高精度な射出成形品の需要が高く、それに伴いノズルやホットランナー部品の品質要求も年々厳しくなっています。こうした中で、従来の窒化処理に依存した対策では限界が見え始めているのが現状です。
もし、ノズル内径の腐食、摩耗、剥離、異物混入といった課題を抱えているのであれば、処理方法そのものを見直すことが最も効果的な解決策となります。エジソンハード処理は、これらの問題に対してシンプルかつ本質的な改善をもたらし、結果として成形品質の安定化とコスト削減の両立を実現します。
窒化処理との違いを正しく理解し、用途に応じた最適な表面処理を選定することが、これからの射出成形における競争力強化の鍵となります。埼玉・北関東エリアで信頼できる表面処理をお探しの際は、ぜひ山崎化学エイチ・テイ株式会社のエジソンハード処理をご検討ください。
エジソンハード処理のお問い合わせはコチラから
エジソンハード処理の御見積り依頼はコチラから