403との違いと実務上のポイント
SUS420J2は、同じマルテンサイト系のSUS403と比べて炭素量が高い鋼種です。そのため、焼入れによってしっかりと硬さが出せるステンレス鋼であり、刃物や機械部品など「硬さと耐食性の両立」が求められる用途に多く使われています。SUS403は粘りがあり扱いやすい鋼種ですが、硬さという点では420J2のほうが有利です。この違いは炭素量の差によるものです。
■ SUS420J2 と SUS403 成分・熱処理・硬度比較
| SUS420J2 | SUS403 | |
|---|---|---|
| 系統 | マルテンサイト系ステンレス | マルテンサイト系ステンレス |
| C(炭素) | 0.26~0.40% | 0.08~0.15% |
| Cr(クロム) | 12.0~14.0% | 11.5~13.0% |
| Si | ≦1.0% | ≦1.0% |
| Mn | ≦1.0% | ≦1.0% |
| Ni | ― | ― |
| 焼入れ | 920~950℃ → 急冷 | 950~1000℃ → 急冷 |
| 焼戻し | 150~300℃(高硬度用途) | 200~400℃(用途により調整) |
| 焼入硬度(HRC) | 約50~55HRC | 約35~45HRC |
| 主用途 | 金型・刃物・ゲージ・機械部品 | タービン部品・構造部品 |
420J2の特徴
420J2の特長は次のような点にあります。
「403よりも低い温度域でオーステナイト化する」「焼入れ後に高い硬さが得られる」「耐食性は焼入れ状態が最も良い」特に耐食性については、焼入れたままの状態が一番良好です。焼戻し条件によっては若干低下することもあるため、用途に応じた調整が必要になります。
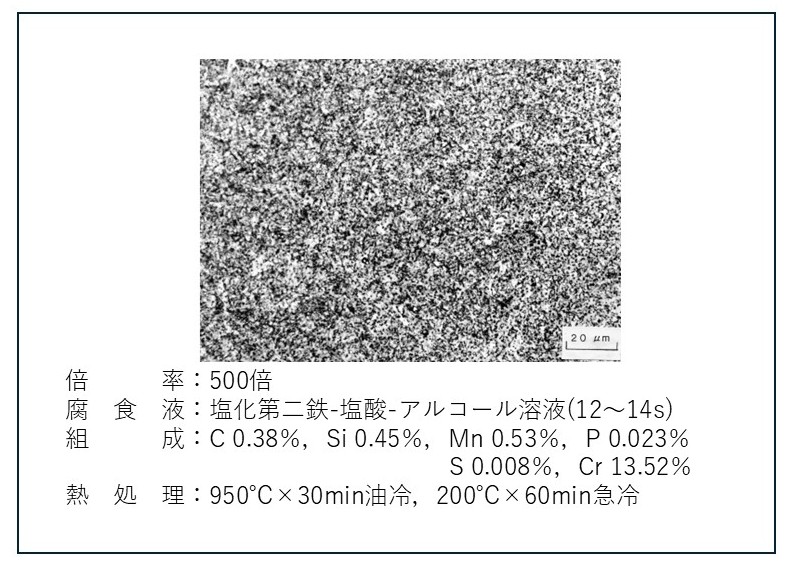
粒界炭化物が残るケース
炭素量が0.3%を超える材料では、焼入れ後に粒界へ炭化物が一部残ることがあります。
そのままでも使用できる場合はありますが、「靭性が落ちる」「腐食の起点になりやすい」「組織がやや不安定になる」といった影響が出る可能性があります。
こういった場合は、一度1000~1050℃の高温側から焼入れを行い炭化物を溶かし込んでから、改めて標準の焼入れ・焼戻しを行うことで組織を整えます。実際の現場でも、この工程を入れるかどうかで仕上がりが変わることがあります。
「粒界へ炭化物が一部残ることがある」と言われても実際には目視できないものですのでピンと来ないかもしれませんが、古い図面や指示書に「二度焼き」や「溶体化後焼入れのこと」などの指示を目にするのはこのためなのです。
焼戻しの考え方
焼入れ直後は硬さは出ていますが、応力が高く割れやすい状態です。そのため低温焼戻しを行い、応力を抜きながら靭性を持たせます。
150~300℃程度であれば、「硬さを大きく落とさない」「内部応力を緩和できる」「割れにくくなる」というバランスが取れます。
用途が刃物なのか、摺動部品なのか、あるいは軽荷重の機械部品なのかによって、焼戻し条件は細かく変わります。
現場で注意していること
420J2で多いトラブルは、「硬さ不足」「反り・曲がり」「焼割れ」「耐食性のばらつき」です。
これらは温度だけの問題ではなく、加熱の均一性、保持時間、装入量、冷却の仕方などが複雑に関係します。特に細物や薄物は変形が出やすいため、治具や装入方法の工夫が重要になります。
また、表面品質を重視する場合は真空炉での処理が有効です。酸化や脱炭を防げるため、後工程の研磨が安定します。
まとめ
SUS420J2は、しっかり硬さを出したいステンレス部品には非常に使いやすい鋼種です。ただし炭素量が高い分、熱処理の方法を間違えると性能が安定しません。
材料の成分、形状、求められる硬さや使用環境を踏まえて熱処理条件を決めることが重要です。
420J2の熱処理でお困りの際は、用途や図面条件をもとに具体的にご相談ください。現場目線で、無理のない条件をご提案いたします。
お問い合わせはコチラから
熱処理のお見積りはコチラから